Developing the 50 Series

Although Harvester was plagued off and on with significant drive train failures, particularly as it applied more power to existing designs, when the company set out to create a new lineup of agricultural prime movers for the 1980s, failure was not an option. In development for more than half a decade, this new series was a formidable member of Harvester’s Meaningful Competitive Advantage program that sought to create new products that delivered big results for the consumer, while delivering market share and profit to shareholders. Touted as a high point in the company’s 1981 financial report, the 50 series tractors, as they came to be called, had features that the company hoped would help regain significant market share and, in a few key markets, move ahead of Deere and Co.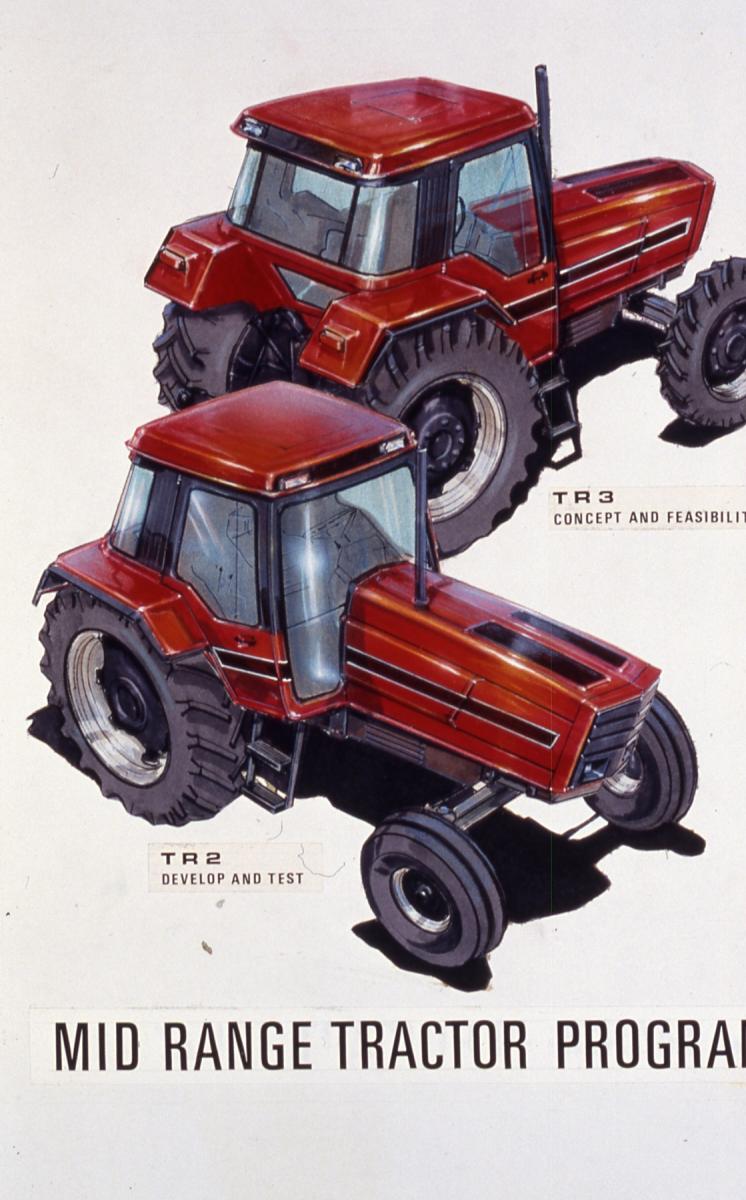 Work on the new 50 series began in the mid-1970s. Three different variants were proposed in this early styling and design concept sketch: the TR2, TR3, and TR4. The TR4 became the 50 series models, the TR3 became the 30 series, and the TR2 was never produced. Gregg Montgomery collection.
Work on the new 50 series began in the mid-1970s. Three different variants were proposed in this early styling and design concept sketch: the TR2, TR3, and TR4. The TR4 became the 50 series models, the TR3 became the 30 series, and the TR2 was never produced. Gregg Montgomery collection.
“The transmission system had been maxed out on the 86 series,” Ed Harnach, manager of agricultural tractor engineering at the time of release, said. “We needed something better going forward.” That something better centered on a trio of transmissions, the Synchro Tri-Six or STS (Synchrotorque in some references), the Vari-Range and Vari-Turbine, the latter two of which never made it into production as envisioned (read more about these transmissions at the end of this chapter).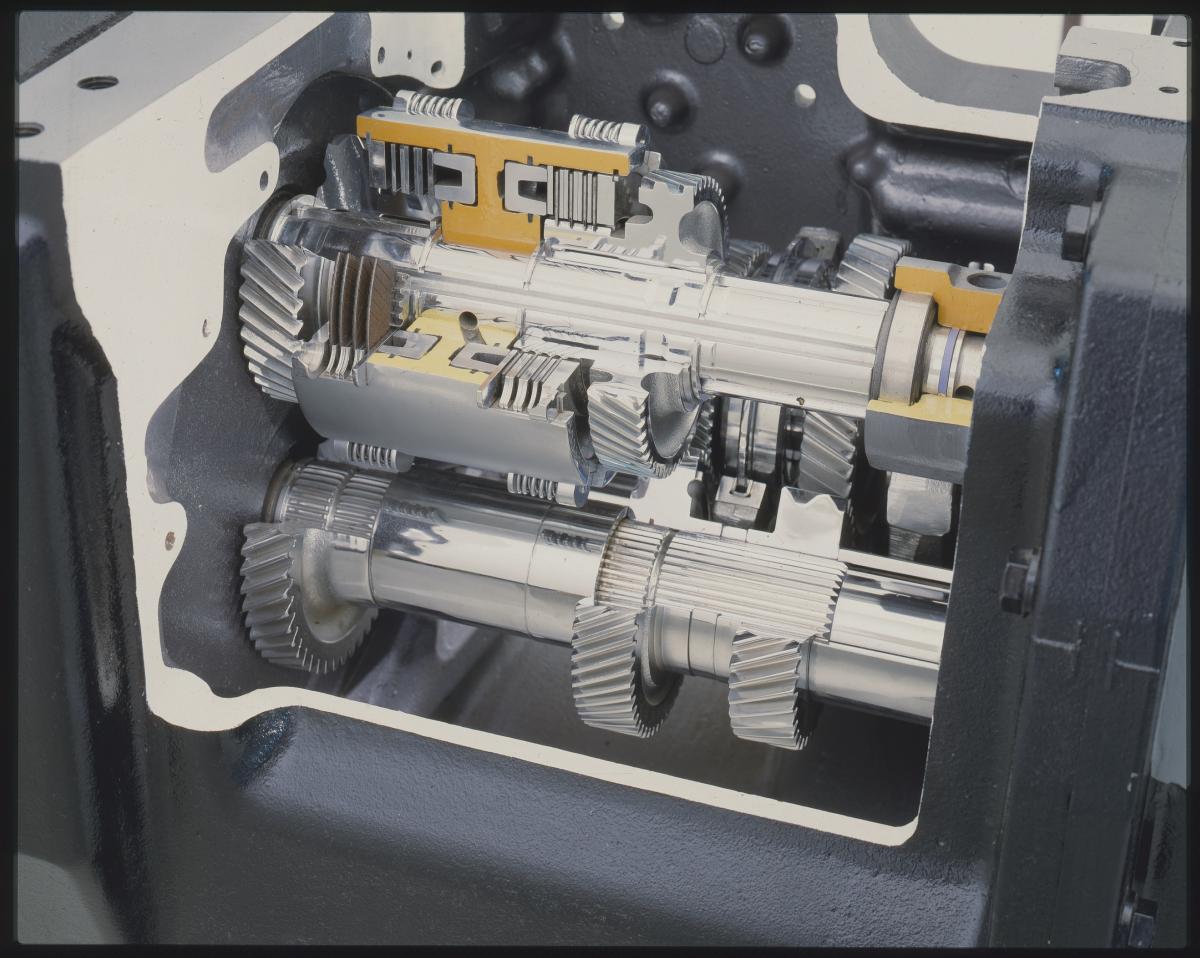 The transmission was one key upgrade on the 50 series. Sophisticated options such as a hydro-mechanical unit were tested, but the end result was this synchronized 18-speed. Wisconsin Historical Society
The transmission was one key upgrade on the 50 series. Sophisticated options such as a hydro-mechanical unit were tested, but the end result was this synchronized 18-speed. Wisconsin Historical Society
“The goal was to give International Harvester a transmission that was capable of carrying more power than the old 86 series transmission had, and one that had potential for carrying us into the future, giving us more power capability and more feature capability,” Ben McCash says. “The 50 series originally was envisioned as being a hydro-mechanical, and the very first prototypes that were made did have a hydro-mechanical transmission, but because of . . . the inherent inefficiencies in the hydro-mechanical, it was decided to go ahead and do a different version of it with a synchronized transmission.”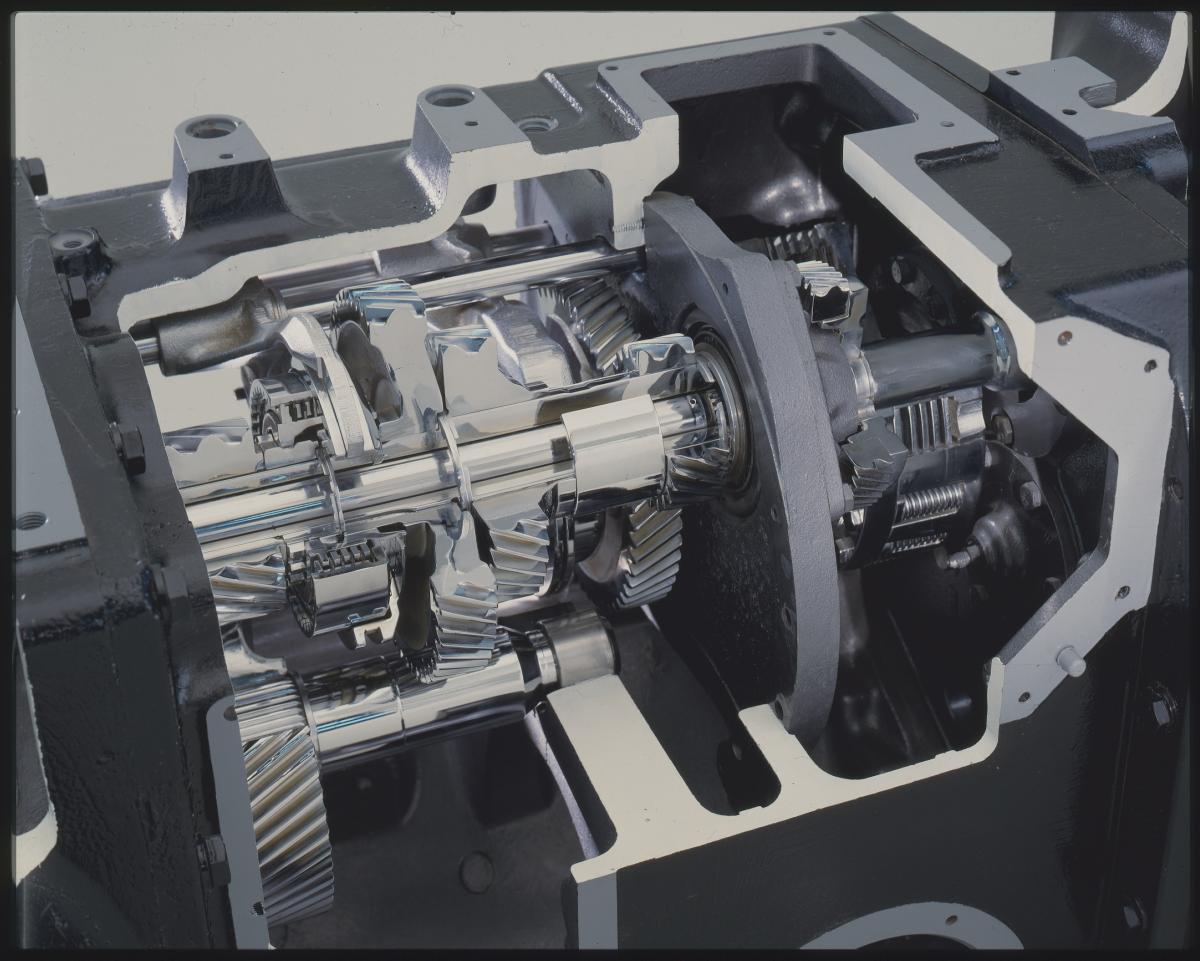 Harvester engineers had vied for a new transmission for years. Thanks to McCardell administration’s increased investment, the 50 series received a new-from-the-ground-up transmission. Wisconsin Historical Society
Harvester engineers had vied for a new transmission for years. Thanks to McCardell administration’s increased investment, the 50 series received a new-from-the-ground-up transmission. Wisconsin Historical Society
The STS was a clean-sheet and really a clean-concept design that would not share any parts with Harvester’s previous designs. “When we say ‘all new,’ we mean we started at the engine flywheel and went from there through the entire powertrain and all of its auxiliary components, including hydraulics,” says Glenn Kahle, then-current engineering vice president in a 1981 interview published in Diesel Progress magazine. So high tech was the design, and so committed to quality was the company, that it invested more than $200 million to bring it to production. Another feature Harvester designers wanted to add was a new cab, so they commissioned Porsche to design a unit. Troy Lapine, head of Porsche design at the time, he helped create a cab that was used on the 85 series. This early sketch shows the C85 Porsche cab on a very early 50 series prototype. Gregg Montgomery collection.
Another feature Harvester designers wanted to add was a new cab, so they commissioned Porsche to design a unit. Troy Lapine, head of Porsche design at the time, he helped create a cab that was used on the 85 series. This early sketch shows the C85 Porsche cab on a very early 50 series prototype. Gregg Montgomery collection.
The STS proved to be a huge hit with operators when introduced in 1982, integral to the 5088, 5288 and 5488 tractors, but its development was not without some challenges.
“The primary [challenge] was in trying to come up with a good way to control . . . what we call the odd/even clutches, which is the high/low in the front that’s operated every time you shift gears,” McCash says.
“And so it was the one and only power shift that actually occurred on that tractor. But we wanted it to be a reasonably smooth shift, so we had to come up with a way to carry the load on one clutch until the other clutch was able to pick up the load and still not wear out or burn up either one of the two. So I worked with a lot of different types [of] hydraulic controls to try to get this clutch overlap to be the optimum that would give us what we needed.”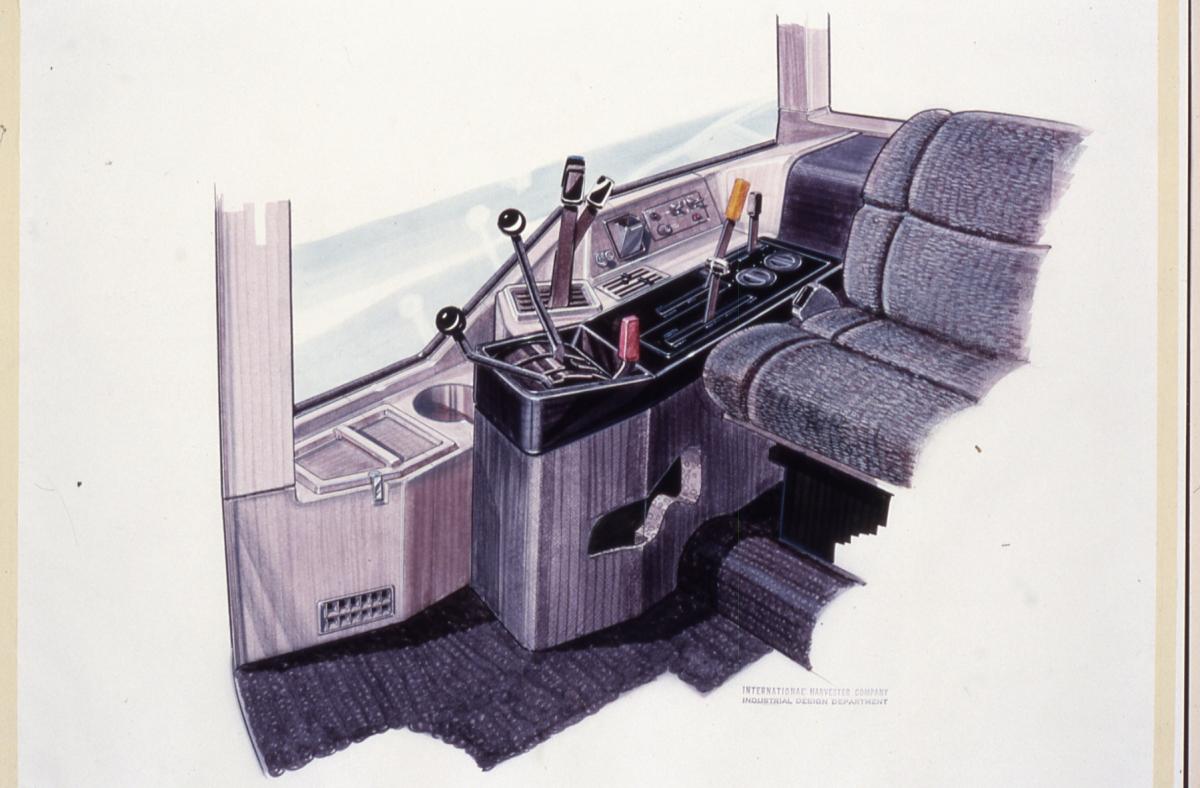 This sketch shows the right-hand controls in an early interior concept for the C88, which was the second-generation cab for the 50 series. Gregg Montgomery collection.
This sketch shows the right-hand controls in an early interior concept for the C88, which was the second-generation cab for the 50 series. Gregg Montgomery collection.
Essentially, the STS was an 18-speed transmission (no overlap) that consisted of a three-speed transmission, with built in power-shift capabilities between a trio of gear pairs, 1-2, 3-4, and 5-6. Moving among the pairs required clutching and shifting but gear clash was not an issue, thanks to the synchronizers. This speed transmission was coupled with the 3-speed fully synchronized range transmission. Thus, it really was possible to select any gear on the fly, except reverse.
“In the transmission all of the gears were synchronized, including our forward and reverse shift, and it was discovered that the reverse synchronizer had welded itself up on the way over [from the assembly line to the test lab],” McCash says. “We found that because the shaft operated in the opposite direction of the rest of the transmission, when you were in high gear running down the road at road speed, this thing was going 12,000 rpm in the wrong direction and rubbing against something that it all of a sudden just welded itself up. We removed the synchronizer; we never had a reverse synchronizer anymore because it wouldn’t live.
In testing transmission prototypes, McCash discovered that creep backing into an implement was often accompanied with a disconcerting, noisy and dangerous backward lurch.
“We found that when you disengaged the clutch to cause the transmission to stop, it also disengaged the high/low clutches in the front, and what would happen was … this shaft, which had the high/low clutches, would start to gain speed, and the longer you sat there with the pedal down the more speed it gained until it actually matched engine speed. Then when you started to let the pedal up [a little bit] to engage the main clutch, … it operated a switch, which turned on the high/low clutches. And so this high/low clutch that was turning a very fast speed was now connected to the shaft that was connected to the ground, and the bang was that thing hooking, and that inertia then caused the tractor to move backwards,” McCash explains.
The solution to that problem was to relocate the main clutch between the range and speed transmissions, which not only solved the problem, but also made the components more serviceable. But there’s more. The STS was the first of Harvester’s transmissions to rely on microprocessor control. When an operator went to make a shift, moving the lever activated micro-switches that fed information to a customized National Semiconductor 8084 microprocessor, which in turn deactivated some internal hydraulic valves and activated others in sequence, based on all manner of additional input such as hydraulic pressure and temperature.
Complex as it sounds, the STS transmission was very reliable from the get go thanks to the rigorous laboratory, real world and environmental testing that it and the tractors it was installed in were put through. The electronics had to meet strict vibration survival standards as well as be able to function over a range of temperatures and magnetic field levels. In fact, John Frank says that 100 percent of all incoming electronic components were tested, in contrast to the more usual sampling methodology. According to Ben McCash, the differential and planetary final drives were the weakest links in the 50 Series tractors, but not so weak as to wreak the havoc that similar components did more than 20 years earlier.
“When I arrived, the 50 series transmission was nearing completion but the spiral bevel gear set seemed undersized,” Kahle says. “We upgraded it along with the gears in the planetary final drives to ensure they would hold up.
According to Glenn Kahle, the clutch and differential gears were tested by immobilizing one rear wheel on the test track and repeatedly cycling the clutch at full power, while in gear, just to the point of stalling the tractor’s engine. After a few thousand cycles, the clutch and differential were considered to be up to the task. The tractor also underwent about 50,000 hours of field testing.
“Dr. Glenn Kahle … wanted us to set up a formal reliability process, so this was where we would sit down and make a plan and [decide] how many tractors you would test, how long you would run them, how many hours, what different types of testing,” Bill Adamson says. “And then you would track all of the failures, all of the problems. You would measure the reliability through MTBF, which is Mean Time Between Failure, and that’s how you would estimate exactly how the tractor would perform from a warranty and reliability standpoint in the customer’s hands. And the 50 Series was the first tractor program that, IH implemented with that new policy. And we still use similar techniques today, although they’ve obviously evolved a lot.”
Thanks to that rigorous testing program, the 50 Series machines could be had with a 2500 hour, 3-year extended warranty.
Although the STS transmission was a huge part of the 50 Series tractors, and contributed to its excellent fuel efficiency, other notable features include operator comfort, a fuel-saving demand compensating hydraulic system and an innovative cooling system that helped keep the engine at optimal temperature.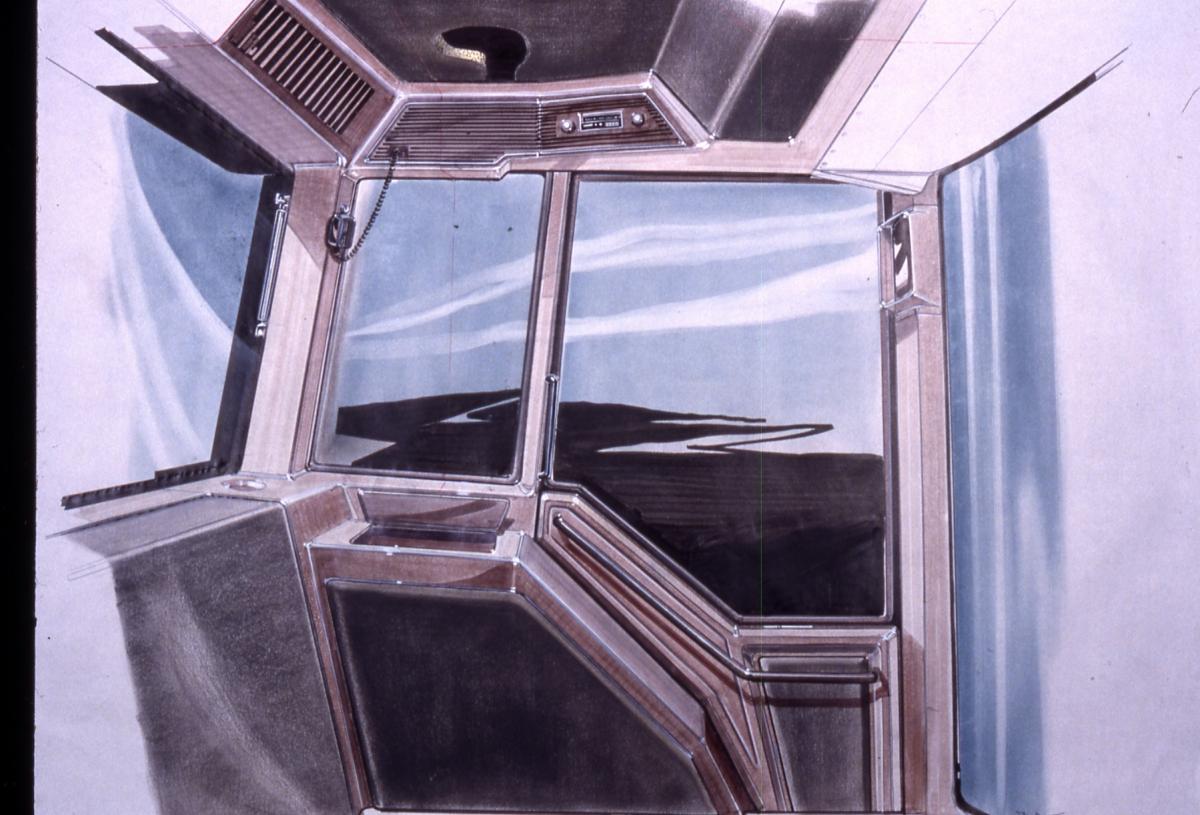 Interior concept for the 50 series C88 cab. Gregg Montgomery collection.
Interior concept for the 50 series C88 cab. Gregg Montgomery collection.
The 50 Series tractors were equipped with Melrose Park’s proven 400 Series engines, but with a twist.
“What’s significant in this program is how we’re putting the engine to work,” Kahle pointed out in his 1981 Diesel Progress interview. Not only was the engine specifically matched to a drivetrain that could take full advantage of its power and torque, but it was packaged in the chassis in an innovative way. The Porsche-designed C85 cab is coupled to a clay model of the TR3 hood showing two different grille angles. Gregg Montgomery collection.
The Porsche-designed C85 cab is coupled to a clay model of the TR3 hood showing two different grille angles. Gregg Montgomery collection.
According to Ed Harnach, the 50 Series tractors were designed with a completely enclosed engine compartment with a completely separate air cooling system. And to prevent the wide fluctuations in operating temperatures when traveling up wind as opposed to downwind in the field, the engineering team implemented Bill Schubert’s Forward Airflow system.
Modelers study a mockup of the early 50 series hood. Gregg Montgomery collection.
The Forward Airflow system works like this. The cooling air was pulled in from the top of the hood, behind the engine and drawn through the oil cooler and radiator (located behind the engine) and exhausted to the front of the tractor. Not only did this improve the temperature curves when operating, but it also helped divert heat and dust forward and down, which added significantly to operator comfort and visibility as well as reduced intake air filter clogging.
Design concept for an all-digital 50 series dashboard. Gregg Montgomery collection.
In the end, the 50 series tractors were a big success both technologically and with operators able to purchase new equipment during those tough economic times. Perhaps even more importantly, the 50 Series offered a sound evolutionary platform that was a natural for morphing into the Magnum Series down the financially rocky road.
To find out the rest of the incredible story of International Harvester, get your copy of Red Tractors 1958-2013 here!



Related Books